









The market launch of the GEA T.VIS M-20 control top in September 2021 marks the start of a new era in process automation using GEA valve technology. The new T.VIS M-20 controls and monitors process and CIP operations. It will be deployable as standard in more than 80% of all hygienic applications in the food, dairy, beverage, and pharmaceutical industries. To accommodate the rapid rise in plant automation, the T.VIS M-20’s top features now include control and connectivity options previously reserved for premium-class control tops. For example, automatic setup greatly simplifies the installation and reuse of valves in the process.
Operational safety enhanced through self-learning control systems
Looking ahead, digital valve control tops such as the T.VIS M-20 will be indispensable key components in processing plants.
“We are already bringing elements of the valve of the future to fruition. This reflects the growing demand among manufacturers for connectivity, handling, and process diagnostics across their entire product lines. That means plants today are increasingly exposed to even higher stress. Our GEA T.VIS M-20 counteracts this thanks to its shock-resistant design and built-in sensor technology. This helps operators ensure plant availability and quality through automatic, self-learning, reproducible process controls,”
says Bernd Porath, Product Manager for Valve Automation at GEA.
Customers are required to commission plants ever earlier, lines often run at full capacity, and product changes are made so rapidly that valves are subjected to pressure surges and vibration.
Automatic initialization for commissioning and under process conditions
To lighten plant operators’ workload during commissioning, the valve experts have integrated digital intelligence into the GEA T.VIS M-20 control top in the shape of a proprietary program code.
The Quick-Setup takes care of the entire commissioning process – including self-learning position recognition by the feedback systems – without the need for specially trained personnel. All that operators are required to do is assign the electrical and pneumatic connections. The built-in contact-free path measuring system detects its position with a precision of 50 µ – a much higher degree of accuracy than would be possible manually, says Porath. Under process conditions – following maintenance or replacement of the control top – the electronics automatically initialize the feedback systems.
The ease of installation has been confirmed in field tests at Arla Foods and Uckermärker Milch.
“Our customers were astounded and very pleased. The M-20 can be installed completely intuitively, without needing to rely on judgment or experience by the operating staff. We have considerably reduced the burden on operators by eliminating errors caused by different users entering different settings,”
reports Porath.
The modules were instantly up and running at the customers’ sites and have now been operating smoothly for months.
Improved protection against mechanical stress
In designing the M-20 control top, GEA placed emphasis on protecting each individual component and ensuring operational safety even under heavy use. The vibration and shock resistance of all components was increased to 10 g in accordance with IEC/EN 60068-2-6 and 27, double the level of the previous model.
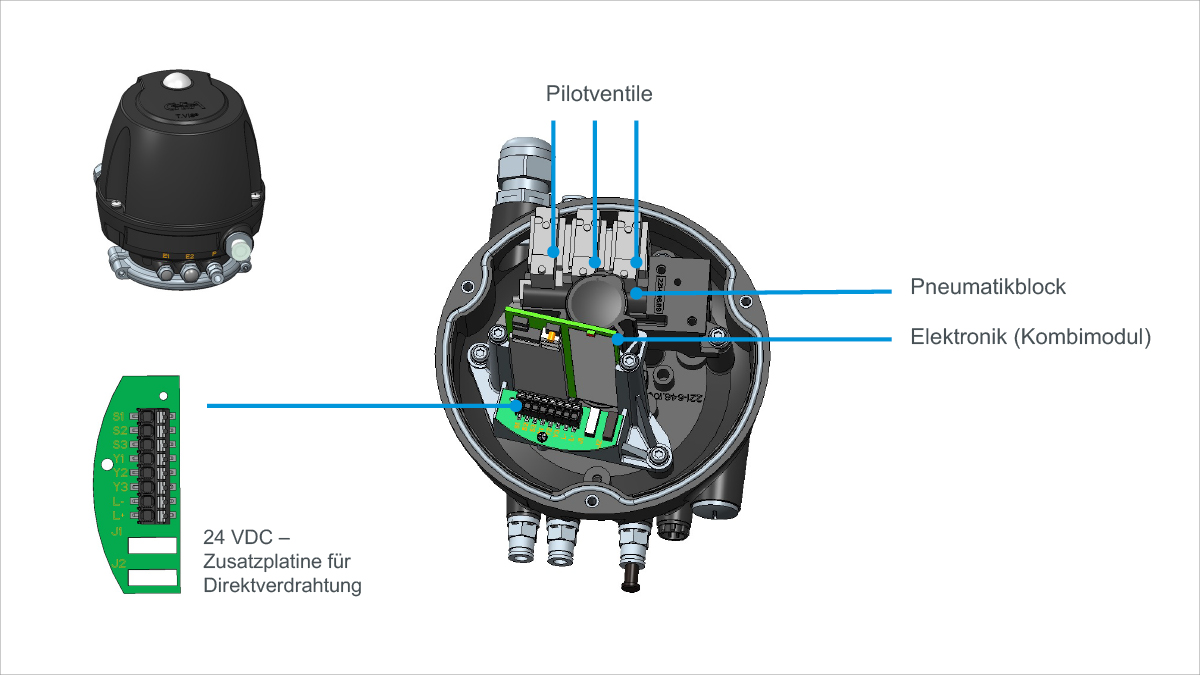
“The path measuring system and control electronics are located on a combination printed circuit board, which is no longer encapsulated but openly integrated into the housing, as with our most sophisticated A-15 control top,”
explains Porath.
All components are also protected by the proven T-VIS housing technology at the highest level against dust and moisture applying the IP69k standard.
Lean portfolio and simple spare parts handling
GEA now covers the full spectrum of digital control top requirements for hygienic and aseptic valves with just two types: The new GEA T.VIS M-20 control top is optimized for most applications without additional monitoring requirements.
GEA’s butterfly valves, single- and double-seat valves, as well as valves with special functions and product recovery systems, can be fitted with the control top, including virtually the entire GEA VARIVENT and GEA Aseptomag valve series for hygienic and aseptic valves, respectively. All of the control top’s mechanical and electronic components are compatible with the associated GEA valve technology.
If more than two feedbacks and further monitoring functions via an IO-Link connection are required for double-seat valves with seat lifting, GEA’s portfolio offers the GEA T.VIS A-15 premium solution. Conveniently, GEA has designed standard pilot valves, switching rods, path measuring systems, and connections for both the M-20 and A-15 control tops. This standardization simplifies planning, servicing, and ensuring spare parts availability, particularly in the event of subsequent plant modifications.
Sustainability in tomorrow’s component design
With regard to further valve technology developments at GEA, Product Manager Bernd Porath reports:
“Plant uptime, robustness, and repeatability of processes and their components are all part of the overarching theme of sustainability, which is a huge concern for the industry. Optimally configured, durable process technology naturally plays a part in the smooth operation of our customers’ plants. We aim to show how digital control tops with sophisticated automated functions and feedback options can contribute to an improved climate footprint. We intend to capture additional functions within our valve range – from control to process diagnostics and predictive maintenance.”

